价 格
订货量
¥3750.00
1 - 29
¥3700.00
30 - 59
¥3650.00
价格为商家提供的参考价,请通过"获取最低报价"
获得您最满意的心理价位~
≥60
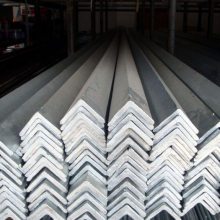
| 是否进口:否 | 产地:云南玉溪 | 品名:等边角钢 |
| 材质:Q235B | 产地/厂家:昆钢 | 仓库所在城市:昆明昆钢宝象物流园 |
| 仓库:昆明昆钢宝象物流园 | 质量等级:正品(受理质量异议) | 用途范围:金属制品、 机械制造、 卫生洁具、 轨道交通、 建筑装饰 |
| 加工服务:无加工、 深加工(冲压、折弯等) | 配送服务:可配送到厂 | 货物销售类型:现货 |
| 规格:30*30*3、 40*40*4、 50*50*5、 60*60*6、 70*70*6 | 货号:19112553 | 仓库地址:昆明市经开区新铁公鸡钢材市场/昆钢宝象物流园 |
| 仓库电话:18213933029/18679506187 | 计重方式:过磅 |
云南昆明角钢规格、云南昆明昆钢国标角钢价格、云南昆明角钢规格齐全、云南昆明5#角钢单支价格、昆明昆钢角钢批发销售;
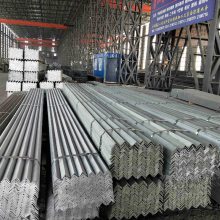
角钢的生产工艺简介:

加热钢坯经高压水除鳞后,由5架高刚度短应力线轧机组成的粗轧机组进行轧制。经1#飞剪切头后,再进入由8架高刚度短应力线轧机组成的精轧机组轧制,轧制8~13道次之后,由2#飞剪分段,进入步进齿条式冷床进行冷却、收集。
工艺设计全部采用蝶式孔型系统,包括箱型延伸孔型(K13~K10)、蝶式孔型(K9~K2)和成品孔型(K1)。在连轧生产中,考虑到咬入条件和角钢厚度的变化,可以通过甩掉部分轧制道次实现工艺排布的需要,因此蝶式孔数目使用较多,为7~8个。切分孔型设计(K10,K9)切分孔是轧制角钢的关键孔型,它的作用是将矩形、方形或椭圆形断面坯料切成角钢的雏形(切分出两腿来)。目前,轧制角钢的切分孔型采用开口切分孔和闭口切分孔两类。实际生产中,孔型系统采用双切分孔设计,先切分矩形坯的上面,为开口式切分孔;同时切分上下两个面,为闭口式切分孔,分别布置在4#,5#轧机。采用双切分孔设计,可以确保切分准确,变形平缓均匀,避免了由于单切分带来的轧件不均匀变形而引起的上翘问题。同时,开口式切分孔的宽度到闭口式切分孔的最小宽度保持一定的侧压,使轧件横断面的金属变形趋于平稳,轧制稳定。为了***顶角充满良好,切分孔内的压下系数比一般孔型大。设计切分孔时,尽量使进入切分孔的坯料和切分孔的侧壁接触,以***坯料对准孔型中心。若孔型不能使入口轧件自行对正,就会造成角钢的边长不等,有时也伴随着变厚不等。
连轧角钢配辊设计蝶式
孔型在横列式轧机轧辊上配置“压力”值,一般根据孔型的开口位置来确定。为了方便轧件脱槽,上开口采用下压力,下开口采用上压力。而连轧生产时如果按照横列式轧机一样进行压力配置,只要生产过程中某一点不合适就会引起轧件上翘,造成生产事故。因此,连轧生产时蝶式孔型在配辊压力设计方面,上、下开口孔型均须采用一定的上压力配置。影响轧件上翘的因素除孔型断面形状外,还有因为轧件受孔型的限制宽度对孔型侧壁所造成的侧压。角钢设计时,轧件在闭口蝶式孔型中采用限制宽展的设计方法,使金属在孔型内充满良好,通过孔型侧壁对轧件腿端进行加工,***腿部尺寸和腿端的形状符合标准要求。但是,侧压在对角钢腿端进行加工的同时也影响到轧件脱槽,特别是孔型磨损到一定程度后脱槽问题会更加明显。
综上因素,在设计配辊压力时,需要将孔型断面形状和轧件在孔型中的宽展变形量结合在一起,分析评定影响的大小后设计出合理的“上压力”配置。根据角钢开发过程中的经验,压力值为侧压的10倍左右,当侧压≤1mm,压力值均按照10mm设计。